






















































































Пластинчатый пастеризатор сока быстро нагревает продукт до безопасной температуры и так же быстро охлаждает, сохраняя вкус и витамины. Ниже — режимы, схемы, формулы и примеры расчёта под ваш объём.


Пастеризация — кратковременный нагрев сока ниже точки кипения (обычно до 85–97 °C) с выдержкой и последующим быстрым охлаждением до ~20–30 °C. Цель — обезопасить продукт (снизить микрофлору) и сохранить вкус/аромат.
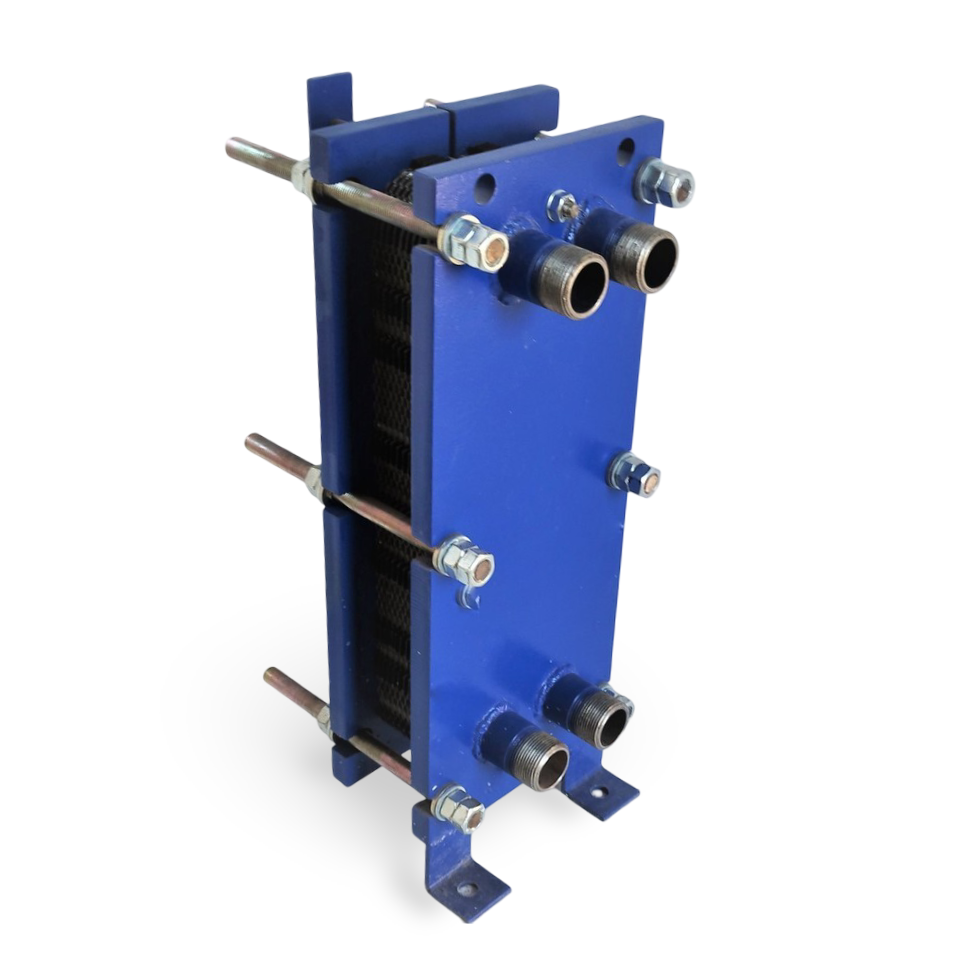
Пластинчатый аппарат делит поток на узкие каналы, где сок и теплоносители (горячая вода/пар, холодная вода/чиллер) движутся навстречу, обеспечивая высокий коэффициент теплопередачи.
Часть тепла уходит не в «сток», а возвращается: горячий пастеризованный сок греет холодный сырьевой. Это экономит до 40–70% энергии и стабилизирует режим.
Чем выше доля регенерации, тем меньше расход пара/электроэнергии.
| Тип продукта | Режим (T/время) | Охлаждение до | Диапазон производительности | Лайфхак/примечание |
|---|---|---|---|---|
| Осветлённый яблочный/виноградный | 85–92 °C / 15–30 с | 20–25 °C | 0,5–20 м³/ч | Высокая регенерация, минимальная потеря аромата |
| С мякотью (апельсин, томат) | 90–96 °C / 20–60 с | 20–30 °C | 0,5–15 м³/ч | Используйте пластины L/M-профиля, контролируйте вязкость |
| Купажированные/неосветлённые | 88–95 °C / 20–45 с | 20–28 °C | 1–25 м³/ч | Фильтрация/деаэрация снизят пенообразование |

Q = m × c × ΔT, где m — массовый расход (кг/с), c — теплоёмкость (для сока близка к воде: ~4,0–4,2 кДж/(кг·°C)), ΔT — подъём температуры.
Пример (цех 2000 л/ч): из 20 °C до 92 °C → расход 2000/3600 ≈ 0,556 кг/с; Q ≈ 0,556 × 4,18 × 72 ≈ 167 кВт. С запасом 15%: ~192 кВт.
A = Q / (U × ΔTlm), где U = 2000–3500 Вт/м²·K (соки), ΔTlm — логарифмический перепад температур.
Оценка: при U = 2500 и ΔTlm = 25 K площадь A ≈ 192 000 / (2500×25) ≈ 3,1 м².
Пар: D = Qнагрев/r, где r ≈ 2257 кДж/кг. Для Q = 192 кВт → 192 кДж/с → D ≈ 0,085 кг/с ≈ 306 кг/ч. При регенерации 60% фактический пар ≈ 120 кг/ч.
Для охлаждения с 92 °C до 25 °C используйте регенерацию + холодную воду/чиллер. Расчёт аналогичен нагреву: Q = m × c × ΔT (учтите долю тепла, снятую регенерацией).
| Параметр | Значение | Диапазон/проверка | Лайфхак |
|---|---|---|---|
| Запас по мощности | +10–15% | Сезон/качество сырья | Закладывайте запас в секции нагрева, а не в выдержке |
| Потери давления | 0,2–0,6 бар | Зависит от вязкости | L-профиль пластин уменьшит Δp для вязких соков |
| Регенерация | 40–70% | Баланс температур | Тонкая настройка клапанов даёт +5–10% к экономии |
Срок службы уплотнений 3–7 лет, при T≤70 °C и регулярной CIP — ближе к верхней границе.
Чаще всего 85–96 °C с выдержкой 15–45 с. Для соков с мякотью берут верхний диапазон температур и/или большее время.
Горячий пастеризованный сок подогревает сырьевой. Экономия тепла 40–70% и более, меньше расход пара/электроэнергии.
AISI 316L — стандарт для соков; EPDM для T≤150 °C, при агрессивных средах — FKM. Для повышенной хлоридности — титан.
Да. Выбирают пластины L/M-профиля, задают допустимые потери давления и поддерживают качественную фильтрацию/CIP.
Q = m×c×ΔT. Пример: 1000 л/ч с 20→90 °C: m≈0,278 кг/с; Q≈0,278×4,18×70≈81 кВт, плюс 10–15% запас.
Приблизительно D = Q/r. Для 100 кВт без регенерации — ~160 кг/ч; при регенерации 60% — ~65 кг/ч.
Короткая выдержка, точный контроль T, деаэрация, регенерация и быстрое охлаждение. Следите за pH и окислением.
Деаэрация снижает пенообразование и окисление; гомогенизация улучшает стабильность соков с мякотью — по рецептуре.
Ежесменный контроль T/давления; CIP по регламенту; профилактика 1–2 раза в год; уплотнения служат 3–7 лет.
Да, при корректном CIP и смене режимов. Закладывайте запас по площади и гибкость автоматики.

